



















Halar Coating Services for Chemical Barrier Linings — Australia & New Zealand
Thick-build Halar (ECTFE) coating services for chemical process vessels, tanks, pipes, valves and fittings — applied at 200–2000µm with 10–100× better permeation resistance than PTFE. AST is an authorised Syensqo Halar applicator servicing customers across Australia, New Zealand and South East Asia.
AST is also the only Chemours-licensed industrial fluoropolymer applicator in Australia, New Zealand and South East Asia. Every Halar coating project is holiday tested as standard and backed by a lifetime workmanship warranty.
Short answer: Halar (ECTFE) is a thick-build fluoropolymer barrier coating designed for severe chemical environments. It provides exceptional permeation resistance at film builds of 200–2000µm — far thicker than standard Teflon coatings — and is used to protect chemical process vessels, tanks, pipes, valves and pharmaceutical equipment from aggressive chemical attack. It is a Solvay / Syensqo product (not Chemours), and AST applies it alongside our full Chemours fluoropolymer range.
What makes Halar different from Teflon coatings
The fundamental difference is purpose. PTFE and PFA (Teflon) coatings are selected primarily for non-stick performance, release properties and moderate chemical resistance. Halar is selected when the requirement is a thick, impervious chemical barrier — when the coating must prevent chemicals from reaching the substrate at all.
In aggressive chemical environments — concentrated acids, caustics, solvents, chlorinated compounds — chemicals will eventually permeate through thin-film coatings and attack the substrate underneath. Halar's thick build and polymer structure create a barrier that chemicals cannot penetrate under normal operating conditions, which is why it is specified for the inside of process vessels and tanks where PTFE would fail.
Halar (ECTFE) vs PTFE — key properties
| Property | Halar (ECTFE) | PTFE (for comparison) |
|---|---|---|
| Film build (DFT) | 200–2000µm | 25–75µm typical (up to 205µm) |
| Continuous service temp | 150°C | 260°C |
| Permeation barrier | Exceptional — 10–100× better than PTFE | Moderate (can be microporous) |
| Coefficient of friction | 0.20 (good release) | 0.04 (best non-stick) |
| Mechanical strength | High (Shore D 75, Izod no break) | Low (tends to creep) |
| Primary function | Chemical barrier lining | Non-stick / release |
| Holiday testing | Standard (required) | Not standard |
| Manufacturer | Solvay / Syensqo | Chemours |
Gas permeation — Halar vs other fluoropolymers
Published manufacturer data for gas permeation rates at 25µm film, ambient temperature. Lower is better. Halar's permeation barrier is the reason it is specified for chemical service above every other fluoropolymer — the difference is typically an order of magnitude or more.
| Gas | PTFE | FEP | ETFE (Tefzel) | ECTFE (Halar) |
|---|---|---|---|---|
| Air | 2,000 | 600 | 175 | 40 |
| Oxygen (O₂) | 1,500 | 2,900 | 350 | 100 |
| Nitrogen (N₂) | 500 | 1,200 | 120 | 40 |
| Carbon Dioxide (CO₂) | 15,000 | 4,700 | 1,300 | 400 |
| Units: cm³/m²·day·bar. Source: Solvay / Syensqo ECTFE technical data, compared against Chemours fluoropolymer published data. | ||||
Chemical compatibility — Halar (ECTFE)
Resistant to
- Strong mineral acids — HCl, H₂SO₄, HNO₃, H₃PO₄, HF
- Oxidising acids
- Strong bases / caustics — NaOH, KOH
- Chlorine gas (Cl₂) and wet chlorine
- Sodium hypochlorite (NaOCl) — best fluoropolymer for this service
- Bromine and metal etchants
- Most organic solvents
- Liquid oxygen (LOX compatible)
- Full pH range 1–14
Not recommended for
- Hot amines
- Metallic sodium
- Metallic potassium
- Hot methylene chloride at elevated concentration
- Continuous service above 150°C — use PTFE or PFA (260°C rated)
Film build — the 200–2000µm barrier advantage
The ability to build Halar to 2000µm (2mm) is what makes it a true barrier lining rather than a surface coating. At these thicknesses, the film provides mechanical durability, impact resistance and a physical wall between the chemical environment and the steel substrate. This is why Halar is specified for the inside of chemical process vessels, tanks and piping — applications where thin-film fluoropolymer coatings would not survive aggressive service.
Minimum practical
~200µm
Entry-level barrier for lighter chemical duty
Standard / typical
500–800µm
Process equipment, valves, fittings, spools
High build
Up to 2000µm
Heavy-duty tank and vessel linings
How AST applies Halar coating
Halar application is a multi-stage process requiring specialist equipment and process expertise. It is significantly more complex than standard PTFE or PFA application:
- 1Thermal burn-off and silica / glass bead blast surface preparation to remove absorbed oils, grease, hydraulic fluids or contaminants
- 2Preheat the substrate to 290–400°C
- 3Apply Halar primer and bake
- 4Apply Halar topcoat via electrostatic spray (first coat)
- 5Build subsequent topcoats using hot flock application to reach target thickness
- 6Final cure, then holiday testing to verify coating integrity before release
Holiday testing — standard on every Halar project
Holiday testing (spark testing) uses high voltage to detect pinholes, voids or discontinuities in the coating film. Because Halar is applied specifically as a chemical barrier, any defect could allow chemicals to reach the substrate. AST holiday tests every Halar coating before it leaves the workshop — this is standard practice on every project, not an optional extra.
Typical Halar coating applications
Not all fluoropolymer applicators can apply Halar
Halar requires electrostatic spray equipment, hot flock capability, large ovens for 290–400°C substrate preheat, multi-pass process control and holiday testing. Many applicators only handle PTFE and PFA. If you are specifying Halar for a critical chemical application, verify that the applicator has specific ECTFE experience and the equipment to apply and test it properly.
AST is the only licensed industrial fluoropolymer applicator in Australia, New Zealand and South East Asia, with technical and quality audits by Chemours Global. We also apply Halar (ECTFE) — a Solvay / Syensqo product — as part of our full fluoropolymer range, with holiday testing standard and a lifetime warranty on workmanship.
Related coating functions
Evaluating Halar for a specific duty? These pages cover function-specific selection logic, manufacturer options and material comparisons:
Chemical Resistant Coatings
Halar, PFA and PTFE for chemical service.
Anti-Corrosion Coatings
Xylan, PTFE and Halar corrosion systems.
PTFE vs PFA vs ETFE vs ECTFE
Side-by-side fluoropolymer comparison.
Chemical Compatibility Guide
Halar ratings across 30+ chemicals.
Chemical & Scientific Industries
Halar on process equipment and reactors.
Tefzel (ETFE) Coating
Toughest fluoropolymer — heavy-duty lining.
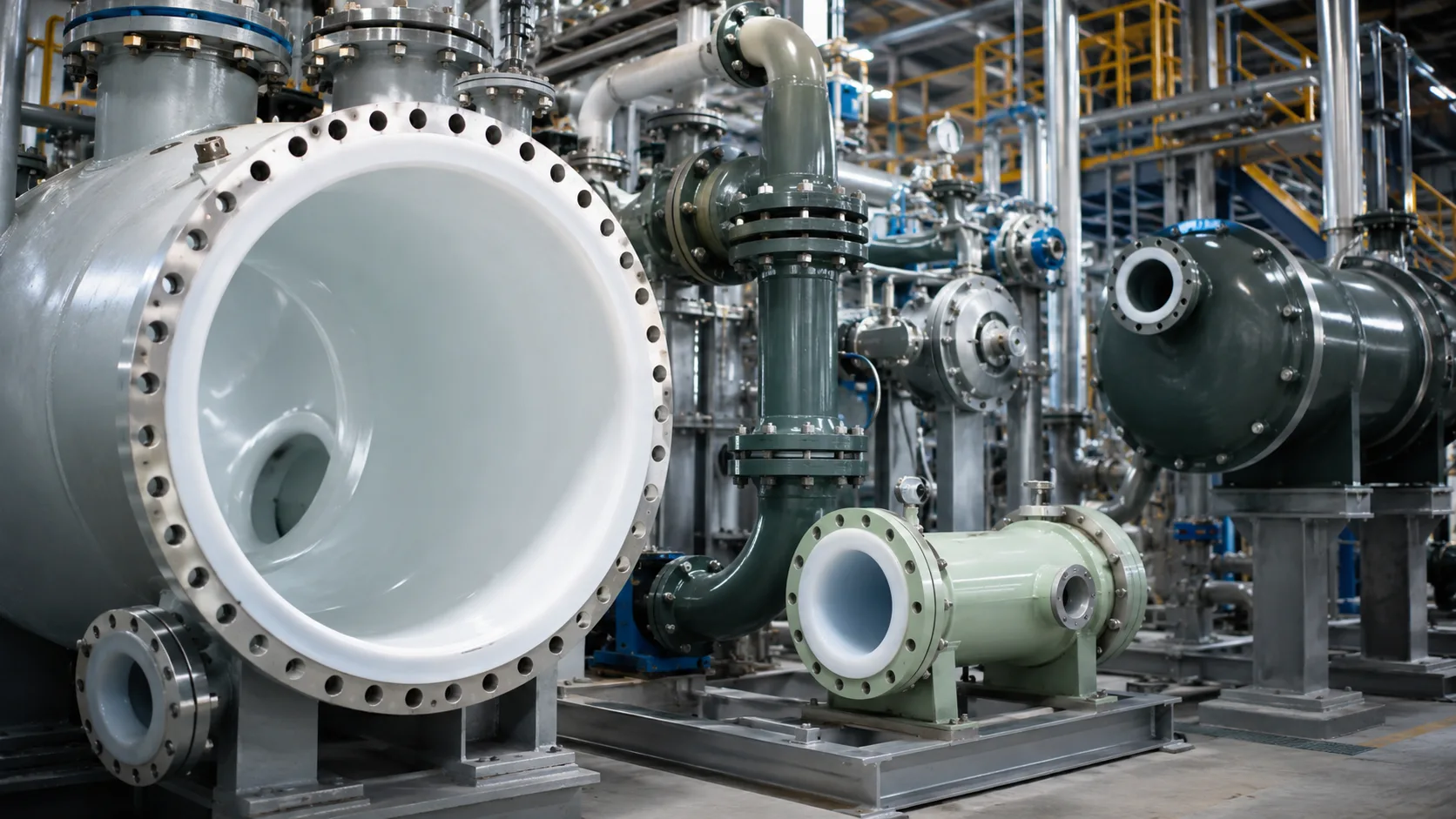
Halar linings on chemical-service hardware
Halar (ECTFE) is applied as a thick-film barrier — typically 300–1,000 µm — on pipe spools, pressure vessels and reactor internals where aggressive process chemistry would attack uncoated steel. Every job is holiday/spark-tested before release.

Frequently Asked Questions
What film build can Halar coating be applied to?
How much better is Halar's permeation resistance than PTFE?
What is the maximum operating temperature for Halar coating?
Why does Halar coating need holiday testing?
Can any coating applicator apply Halar?
Which chemicals is Halar resistant to?
Is Halar coating food-grade / FDA compliant?
Only licensed industrial fluoropolymer applicator in Australia, New Zealand and South East Asia
Yearly technical and quality audits by Chemours Global
Lifetime warranty on workmanship
Need a Halar coating solution for chemical service equipment?
Send us your drawing, service conditions and operating chemistry. Our team will review the application and prepare a technical quotation with recommended Halar system, DFT target and QA scope.